Дульная фаска, как она изготавливается и для чего нужна От качества изготовления дульной фаски сильно зависит кучность стрельбы. Особенно это актуально для пневматического оружия, у пуль которого запас устойчивости невелик. К сожалению, у отечественной и недорогой импортной пневматики фаска, как правило, сделана безобразно. О том, как это исправить, рассказывает наш автор. От качества изготовления дульной фаски сильно зависит кучность стрельбы. Особенно это актуально для пневматического оружия, у пуль которого запас устойчивости невелик. К сожалению, у отечественной и недорогой импортной пневматики фаска, как правило, сделана безобразно. О том, как это исправить, рассказывает наш автор.
Границей между внутренней и внешней баллистикой можно считать дульный срез ствола. Его перпендикулярность оси ствольного канала, ровность и чёткость выхода нарезов оказывают очень большое влияние на кучность. Малейшая вмятина несимметрично притормозит пулю, а значит, и отклонит её от линии прицеливания. Если дульный срез будет косым, то в какой-то момент, когда одна сторона пули ещё касается нарезов, а с другой сжатый воздух уже вырывается через зазор, несимметричность давления на тыльной стороне пули вызовет сильные и непредсказуемые её колебания в полёте и, как следствие, очень низкую кучность. Чтобы защитить дульный срез от повреждений, его обычно обрабатывают в виде так называемой дульной фаски — углублённого конуса, когда внешние края ствола выступают вокруг дульного среза и защищают его от ударов. Дульная фаска, как она изготавливается и для чего нужна
Дульная фаска на дульном срезе...Все дефекты дульного среза особенно ощутимы в пневматике, так как масса и инерция пули, а также запас её устойчивости очень малы по сравнению с огнестрельным оружием. К тому же размеры мишеней в спортивной стрельбе очень малы — диаметр 10 мишени № 8 для пневматической винтовки — 0,5 мм, диаметр 9 — 6 мм. К сожалению, отечественная и недорогая импортная пневматика часто изначально имеет недостаточно тщательно обработанную дульную фаску. Надо понимать, что любые пружинно-поршневые винтовки за исключением спортивных моделей предназначаются для развлекательной стрельбы, когда недостаток кучности маскируется малыми навыками стрелка. Но ввиду почти полной недоступности в РФ спортивной пневматики многие покупают такое оружие для тренировок в стрельбе и соревнований, пусть даже неофициальных вроде Кубка ВОЛПО. Да и школьные тиры от бедности тоже не могут приобретать импортные спортивные винтовки или отечественные достаточно дорогие образцы типа ИЖ-32 (МР-532). Поэтому многие владельцы дешёвых винтовок стремятся улучшить своё оружие. При недостаточной кучности первым делом надо осматривать именно дульный срез, а уж потом проверять, не разболтались ли части винтовки и прицела. Если дульный срез повреждён или плохо обработан на заводе, то единственное лечение — ремонт. Для примера опишем доработку винтовки ИЖ-60, которая по своей дульной энергии (менее 3 Дж) сходна с пневматическим оружием. Данный экземпляр некоторое время «трудился» в тире РОСТО, где из него стреляли с упора школьники. Но даже в руках хороших стрелков кучность была явно меньше, чем положено. При осмотре оказалось, что на заводе дульная фаска вообще не обработана, дульный срез грубо развёрнут на конус с углом при вершине около 45 градусов, переход от конуса к каналу ствола не перпендикулярен оси канала ствола, то есть попросту кривой. 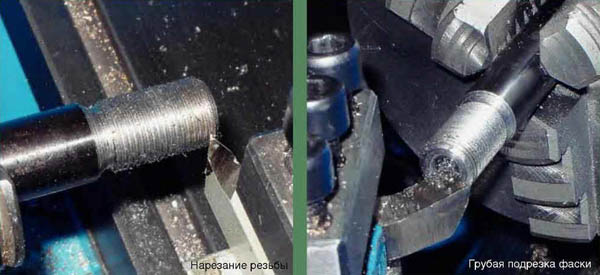
Со ствола был снят намушник с кольцевой мушкой, отвинчены винты стойки, соединяющей ствол с цевьём, после чего ствол был вывинчен из ствольной коробки. При осмотре ствола и промерах конуса оказалось, что просто отрезать конус и обработать фаску нельзя — длина резьбы для крепления намушника тогда станет недостаточной. Поэтому было решено на участке ствола сразу после сужения, отделяющего ствол от резьбы, нарезать резьбу М12х1. Для этого ствол был зажат в патроне токарного станка и обточен до диаметра 11,90 мм на длине 18 мм, после чего станок настроили на нарезание резьбы с шагом 1 мм. Вылет резца из резцедержателя минимальный, в данном случае 10 мм.
Нарезание резьбы велось при частоте вращения 100 об/мин, при подаче на проход 0,075 мм и очень обильной смазке моторным маслом, так как ствольная сталь достаточно твёрдая и склонна к дроблению. Масло наносилось после каждого прохода. Последние два прохода с подачей 0,05 мм и чистовой проход без подачи по сравнению с предыдущим дали зеркально гладкую резьбу. Затем участок с конусом был отрезан. Следующая операция — формирование фаски начерно. Скорость вращения шпинделя 900 об/мин, верхний суппорт был повернут на 15 градусов, затем немного переточенным расточным резцом с твердосплавной напайкой рабочие ходы резца от периферии к центру обработали дульный срез, после чего он приобрёл вид конуса с углом 15 градусов. Последняя и самая важная операция — чистовая обточка. Для неё используется немного переточенный отрезной резец. Доработка его сводится к закруглению между передней и задней поверхностью, отчего при взгляде сверху резец выглядит не перевернутой трапецией, а имеет слева скругление. Резец полируется настолько тщательно, насколько возможно, лучше до зеркального блеска поверхностей около рабочей грани. Качество обработки режущей кромки скажется на ровности фаски ствола. 
Обработка ведётся при том же положении верхнего суппорта при максимальной скорости вращения шпинделя. Резец сначала подводится к каналу ствола, подаётся продольной подачей, и обточка ведётся от центра к периферии, и крутить маховичок верхнего суппорта нужно как можно медленнее. Продольная подача на проход 0,05–0,025 мм при обильной смазке. Во время этой стадии обработки сходящая с резца стружка похожа на комочек стальной ваты. Эта операция скучная и долгая: три — десять проходов, после каждого из которых дульная фаска протирается от масла и комочков стружки и осматривается под сильной лупой, после чего с казённика к дулу по каналу ствола прогоняется кусочек бумажной салфетки или туалетной бумаги, и срез ещё раз осматривается. Если на нём застряли волокна бумаги, то на кромке есть обращённые внутрь канала ствола заусенцы. Когда поверхность вогнутого конуса становится зеркальной, бумажный пыж выходит без малейшего затруднения, а выход нарезов становится чётким и симметричным, фаска сделана. Отстрел винтовки ИЖ-60 после доработки подготовленными стрелками с мягкого упора показал уменьшение разброса в два раза, исчезли необъяснимые ошибками стрелка отрывы. Автор: Алексей Алесковский |


